Image gallery for the 15th Global Gypsum Conference and Exhibition, 26 - 27 October 2015, New Orleans, USA.




































































































































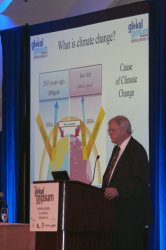


























































































































































































































































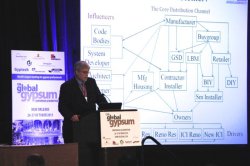









































































































































































































































































































































































































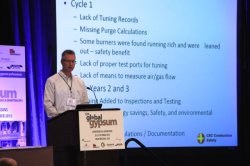


































































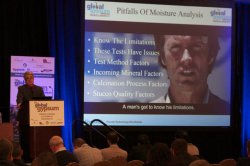










































































































































































































Image gallery for the 15th Global Gypsum Conference and Exhibition, 26 - 27 October 2015, New Orleans, USA.
Image gallery for the 11th Global Gypsum Conference and Exhibition, 16-17 October 2011, Las Vegas





























































































































































































































































































































































































































































































11th Global Gypsum Conference, Exhibition and Awards 2011
17-18 October, Las Vegas, US
Review by conference convenor Dr Robert McCaffrey
The 11th Global Gypsum Conference and Exhibition took place at the Caesars Palace hotel in Las Vegas, USA, on 17-18 October 2011, with 280 delegates from 30 different countries in attendance as well as 26 international exhibitors.
11th Global Gypsum Conference 2011 image gallery
Welcome party and first day
The event started with a very popular welcome party in the Global Gypsum exhibition area, which featured an appearance from the King himself: Elvis Presley (or at least someone who looked a lot like him). Chocolate-dipped bacon, one of Presley’s favourite snacks, was available at the welcome party.
On the first morning of the conference itself, delegates met for networking before assembling for the first of 15 presentations. Bob Bruce of Innogyps Inc started off by saying that there has been some bad news from the gypsum industry and that there may be more in the future, but that we have to try and make a good business despite the tough times. There is now the threat of a ‘double dip’ and there has been a move from banks going bankrupt, to countries potentially going bankrupt. One of the big players in the gypsum business, Lafarge, has decided that it wants to (or is obliged to) get out of the gypsum business. The reason is that they had a lot of debts and they needed to sell something that was still valuable: gypsum was deemed to be ‘non-core.’
Bob pointed out that half of the world is mature and that the rest is developing and remains a good market for building materials and for equipment producers. Africa is too poor yet to be a good market for wallboard - but when economic growth arrives, markets will begin to take off.
Lafarge’s north American plants are great assets, but Bob says that it is going to be very tough to make money in the US for the foreseeable future. Housing starts are only going to climb slowly, GDP growth is weak, as is consumer confidence, unemployment is stubbornly high and wallboard pricing is resolutely weak. USG’s pricing has been very poor, not only due to weakness in demand but also due to the massive overcapacity in the industry. Bob pointed out that you can try to innovate to increase your margins and you can try to control your channels to market to retain your margins, but it is tough in a competitive market. The industry needs to achieve in the region of 85% capacity utilisation to be able to push through prices rises, rather than the 55% level that we are at right now. More plants need to be closed for the industry to start to make money again. But perhaps we have too many companies, rather than too many plants. Consolidation is obviously a way out of the industry’s woes. Leveraging a company’s expertise into growing markets may also be a way to improve margins.
Bob Bruce’s advice was to continue to reduce costs, to run low cost plants at full capacity if possible, to innovate, to find ways to influence the price point and to secure margins, to use excess resources in growth markets. “Those that wait for ‘normal’ to return may become extinct,” was Bob’s sobering parting shot.
Rob Crangle of the USGS next spoke on gypsum trends in the US since 1900. The USGS compiles statistics on US and world gypsum trade and shipments, but less than 20% of the world’s gypsum production enters into the international trade. Rob pointed out that US gypsum demand had declined dramatically from the peak in 2007, but that it has bottomed out and that there is a reasonable prospect of an increase in 2011. Americans’ income is not expected to rebound to its pre-boom level by 2020.
The next speaker, Terry Weaver, started in the gypsum recycling business when, as a farmer, he recognised the need for agricultural gypsum. He started out processing scraps from a residential building project in 1997 and in 2012 will recycle around 30,000t of gypsum. Terry suggests that at least 20% of wallboard is wasted during construction: of the 14.1Mt of wallboard produced in the US, the vast majority is landfilled, even though 89% could be recycled. The highest rates of recycling are attained if the gypsum is separated from other products immediately - when it is co-mingled with other products, it become a lot more difficult to recycle. Terry said that telling the contractors to throw it onto a pile on the ground actually worked well: his company could then control what it came and collected, even if the moisture level is higher than otherwise. Wallboard does not well survive the mechanical reclamation from mixed construction and demolition (C&D) waste. Terry’s company produces agricultural products, for use on soil, or as an animal ‘comfort enhancer.’ Recycled gypsum competes against FGD gypsum in a number of markets, especially since there is the region of 9Mt of FGD in the US that is produced but not used. Terry has tried adding his recycled gypsum product to concrete, with resulting increased strength, low cracking and lower costs. He feels optimistic about the future market for these ‘green’ materials, even in tough economic times.
 Dustin Neumann of Neumann Process Control Inc. next gave a fascinating paper on how to operate a wallboard dryer at lower throughput while maintaining quality and reducing costs. Minimising stratification in the dryer is the first step, which can be attained through installing dampers or air mixing devices. He also strongly recommended the use of an automated moisture measurement system, such as supplied by Sensortec. Deck speed optimisation is critical to quality, while inter-zone exhaust exchange is also important. Maximising dryer ‘agility’ is crucial, by reducing thermal inertia and either increasing the capacity for thermal turndown or increasing cooling capacity. Dustin pointed out that dryers should be operated according to the decks that produce either the driest or the wettest boards (not the average or random boards). He suggested that a single person should be assigned to optimise the dryer and that not only should they be trained in all aspects of dryer operation, but that they should also have the authority to ensure that it is operated effectively. Critically, the reasons for producing defective boards should be ruthlessly tracked down and eliminated.
Dustin Neumann of Neumann Process Control Inc. next gave a fascinating paper on how to operate a wallboard dryer at lower throughput while maintaining quality and reducing costs. Minimising stratification in the dryer is the first step, which can be attained through installing dampers or air mixing devices. He also strongly recommended the use of an automated moisture measurement system, such as supplied by Sensortec. Deck speed optimisation is critical to quality, while inter-zone exhaust exchange is also important. Maximising dryer ‘agility’ is crucial, by reducing thermal inertia and either increasing the capacity for thermal turndown or increasing cooling capacity. Dustin pointed out that dryers should be operated according to the decks that produce either the driest or the wettest boards (not the average or random boards). He suggested that a single person should be assigned to optimise the dryer and that not only should they be trained in all aspects of dryer operation, but that they should also have the authority to ensure that it is operated effectively. Critically, the reasons for producing defective boards should be ruthlessly tracked down and eliminated.
Ryan Holbird of Grenzebach spoke on ‘how to conduct a wallboard symphony’ - making all equipment in a wallboard plant play beautifully together. Dryer rebuilds and upgrades can lead to a 25% saving in energy cost. Ryan also suggested that gypsum producers might usefully leverage their expertise in building materials and markets in other industries, such as in fibreboard, ceiling tiles or in insulation. Solar-thermal systems can also be used to decrease operating costs in the wallboard industry.
Stuart Manser of BetaLaserMike then spoke on non-contact measurement of board length and speed of wallboard production. Traditional length measurement is made with a roller that generates electrical pulses which are sent to the cutter, but this technique has a number of disadvantages, generally caused by roller slippage. The roller has to be calibrated and can also cause damage to the board. Laser Doppler Velocimetry technology was developed in the 1980s for the aluminium and steel mills and is accurate to within 0.05%, with no moving parts and no calibration. This can lead to decreased scrap and material reprocessing. The digital output can also be used to accurately control the cutting knife.
Bernd Lübbert of Claudius Peters, who was born in 1966 - the year England won the World Cup, gave details on how to correctly chose the right packing machine for gypsum. According to the material characteristics, the material can be filled either by the turbine filling method or the air filling method. Following further testing of filling characteristics, you can confidently choose the correct system with additional optimised modules for bag application, filling, weighing and bag sealing.
Gala dinner and Global Gypsum Awards
 The Gala Dinner took place at the Sandy Valley Ranch, out in the desert south of Las Vegas. This real working ranch was the venue for a memorable evening of steer-roping, hatchet-tossing, mustang-riding, beer-drinking, bean-chowing and quick-drawing cowboy and cowgirl fun, with many delegates taking the opportunity to ‘dress Western.’
The Gala Dinner took place at the Sandy Valley Ranch, out in the desert south of Las Vegas. This real working ranch was the venue for a memorable evening of steer-roping, hatchet-tossing, mustang-riding, beer-drinking, bean-chowing and quick-drawing cowboy and cowgirl fun, with many delegates taking the opportunity to ‘dress Western.’
The Global Gypsum Awards were presented during the evening. Etex was presented with the ‘Global Gypsum company of the year’ award, while the supplier of the year award went to Gyptech. Global Gypsum ‘Product of the year’ was awarded to USG’s UltraLight Sheetrock panels and the ‘plant of the year’ award went to Boral’s Pinkenba plant, for its environmental efforts. The special award for the Global Gypsum ‘Personality of the year’ went to industry stalwart and all-round gentleman Al Mueller of Pabco Gypsum.
Second day
Michael Gardner of the US Gypsum Association started off with an affirmation of the flat nature of the North American wallboard markets, but moved on to look at the US EPA’s proposal to regulate coal combustion byproducts (CCBs). Around 150 different products - including FGD gypsum - are produced using CCBs. Around half of the wallboard in the US is made using FGD gypsum, predominantly in the east of the country, but probably 75% of all board has at least some FGD in it. All CCBs are regulated as a solid waste, under the 1976 Resource Conservation Recovery Act, but through an amendment, CCBs have escaped harsh legislation. Until, that is, December 2008, when one billion gallons of ash slurry was spilled from the Kingston lagoon. The US EPA has now received 400,000 comments on their new proposals for regulation of coal combustion byproducts. The EPA’s suggestion to categorise CCBs as hazardous or ‘special’ waste would create a lot of issues, but there has been some support for the suggestion that states should be allowed to regulate CCBs. The Gypsum Association strenuously pointed out to the EPA that FGD gypsum is different from all the other CCBs, in that it is manufactured and used as a pure raw material. The association called for a total exemption for FGD gypsum. The US EPA is mulling its response. Michael Gardner pointed out that uncertainty will continue despite the fact that regulations are likely to be promulgated in 2012: whatever happens, it will probably all end up in court, with industry and environmentalists suing the EPA, but for different reasons.
Alfred Brosig, speaking as a private individual, next delivered a presentation on the ‘problem board’ situation in the US in 2009. Early on, hydrogen sulphide was identified as a principal odiferous component of the problem wallboard from China. Often the boards, which typically had a high moisture content, had been kept in storage for months at elevated temperatures waiting for permission to enter the US, gave off strong odours on first usage.
Alfred pointed out that a lot of hogwash has been talked out the problem, with the finger pointing at many incorrect reasons, including the use of phosphogypsum or even the incorrectly suggested presence of excrement in the boards.
Sulphate reducing bacterial (SRBs) are known to be able to metabolise sulphate by dissimilatory respiration in anaerobic conditions (which requires the presence of liquid water to solve sulphate from gypsum) and are among the oldest lifeforms on the planet. They produce hydrogen sulphide as their main metabolic byproduct. Organic food for such bacteria in wallboard includes cellulose, starch, sugar and lignosulphonates.
Alfred pointed out that variations in diurnal temperatures, combined with high moisture levels - particularly in Florida and the southeast US - can cause condensation under the plastic wrapping of boards (from any manufacturer). Condensate under the wrap migrates into the plasterboard stack by hydrostatic forces, providing liquid water to solve sulphate from gypsum that allows the ubiquitous SRBs to feast on organic compunds in the board and to produce hydrogen sulphide as a byproduct.

Alfred showed his calculations that condensation would also take place on the outside surface of wallboard, due to the air conditioning in the house making the surface cooler than the dew point. He suggested that hydrogen sulphide produced by the SRBs is dissolved in the condensate to form hydro-sulphuric acid, which can cause then corrosion in wiring and other fittings in the house (eg the evaporator coil in AC-systems) where the board was installed. There was intense discussion after this interesting presentation.
At the start of a trio of gypsum modification papers, Maurizio Bellotto of Italian company Giovanni Bozzetto S.p.A. pointed out that anything in the solution from which the gypsum crystals grow will influence the final morphology of the crystals. Small crystals could be caused by the presence of potassium and twins in the presence of sodium. Organic molecules such as phosphonic retarders can cause morphology disruptions, while the presence of lignosulphonates can cause small, thick crystals. Needle-like gypsum crystals lock together with each other and with the paper fibres to give a board its strength. Faster setting times and insufficient free water will lead to shorter crystals. A series of different additives can be used to modify board properties, including accelerators, retarders, siloxanes and other chemicals. Dispersants can reduce the amount of water which is required to create a flowable slurry, but this can lead to an increase in slurry temperature. Calcium naphthalene sulphonate is commonly used as a dispersant and does not influence retardation, but it has been questioned due to its formaldehyde content, even though the polymer is stable and does not depolymerise even in harsh conditions. Maurizio stated that by reducing the excess formaldehyde in the production of the chemical, it is possible to eliminate it from the final additive, without negatively affecting its properties. Since there is a strong trend towards formaldehyde-free building materials, this can give a competitive advantage.
Dr Michael Schinabeck of BASF Construction Polymers next pointed out that the American trend towards lighter weight boards challenges the core strength of boards. He pointed out the advantages and disadvantages of a number of different superplasticisers and concluded that phosphate containing dispersants (PCDs) have, on balance, the best combination of properties. He pointed out that foam-generating additives must be tested with real-world gypsum and must give reproducible results. Laboratory results show that the use of fatty alcohol sulphate surfactants can increase compressive strength by 144%. The foam-producing technology allows fine control of the structure of pores with a given soap chemistry. Computer tomography and use of modelling concepts can further optimise bubble structure to give the highest possible compressive strengths for wallboard. He stated that the highest compressive strengths are achieved in boards with homogeneously-sized medium-sized bubbles.
 Markus Müller of Sika Services next introduced advanced additive solutions for controlling set times during gypsum board production. The challenge was to retard the setting of the stucco until after it exits from the mixer (so that the mixer does not eventually become clogged and so that there is no ‘lumpy’ nucleation), but without altering other board properties. ‘Snap set’ retards initial setting by a few seconds and brings forward the final set by perhaps a minute, so that the board is fully set by the time it arrives at the knife. Retardant 200L is a retarder that can achieve this plaster crystallisation performance. Retarders can increase slump flow and in this way can reduce water content in the slurry. BMA (ball mill accelerator, or finely ground gypsum) can be used as an accelerator, to provide nucleation sites. The new retarders allows the reduction of formulation costs, keeps the mixer clean, allows an increase in line speed and is also compatible with both FGD and natural gypsum. It is applicable in neutral or in slightly alkaline conditions and the retarder is soluble in water for easy dosing.
Markus Müller of Sika Services next introduced advanced additive solutions for controlling set times during gypsum board production. The challenge was to retard the setting of the stucco until after it exits from the mixer (so that the mixer does not eventually become clogged and so that there is no ‘lumpy’ nucleation), but without altering other board properties. ‘Snap set’ retards initial setting by a few seconds and brings forward the final set by perhaps a minute, so that the board is fully set by the time it arrives at the knife. Retardant 200L is a retarder that can achieve this plaster crystallisation performance. Retarders can increase slump flow and in this way can reduce water content in the slurry. BMA (ball mill accelerator, or finely ground gypsum) can be used as an accelerator, to provide nucleation sites. The new retarders allows the reduction of formulation costs, keeps the mixer clean, allows an increase in line speed and is also compatible with both FGD and natural gypsum. It is applicable in neutral or in slightly alkaline conditions and the retarder is soluble in water for easy dosing.
Herbert Rossetto and co-authors from Inovamat of Brazil next introduced a new high strength gypsum. Inovamat keeps to near stoichiometric water addition, alongside high-pressure moulding, to create ‘newgypsum’ with high compressive strength. The boards so produced can be used both inside and outside (at least when they are painted). Boards made with Brazilian phosphogypsum have been shown to be safe with regards to gamma exposure and radon levels. The company has developed gypsum blocks which have such high dimensional stability that they require very little mortar to fit together. The low cost of the products mean that they can economically be used for low cost housing. Inovamat is active in licensing the technology with third parties.
Dr Nitsa Galili of Pazkar Ltd of Israel next spoke about a breakthrough in synthetic wax emulsions. The company produces wax emulsions for waterproofing boards: the company’s first development goal was to overcome shortages in natural wax which had increased prices; a new synthetic wax emulsion would also reduce cost through lower consumption rates, while a new emulsion should also improve production processes. Emulsions consist of two immiscible liquids which have been stabilised to form a colloid so that they do not separate. Nitsa stated that wax emulsions are simple to apply to production lines and allow a water absorption level of below 5% to be achieved and she also suggested that wax emulsions do not disbar a board from being recycled. Pazkar’s new development overcomes the barrier of formulating synthetic wax into a new wax emulsion and performs in similar fashion to traditional montan wax emulsions.
 The final presentation at the conference was given by Randy Zieber, the owner of the Neolithic Stone Company, which supplies stone from around the world to carvers from around the world. Alabaster, the sculptor’s name for carvable gypsum rock, has been carved for centuries, with some pieces attaining the status of high art in the European Middle Ages. Utah, Colorado and New Mexico are the biggest producing states in the US. Randy mentioned that one gypsum quarry manager was introduced to carving around 20 years ago and has producer 5-600 pieces, many of which have been bought back by the company as corporate gifts.
The final presentation at the conference was given by Randy Zieber, the owner of the Neolithic Stone Company, which supplies stone from around the world to carvers from around the world. Alabaster, the sculptor’s name for carvable gypsum rock, has been carved for centuries, with some pieces attaining the status of high art in the European Middle Ages. Utah, Colorado and New Mexico are the biggest producing states in the US. Randy mentioned that one gypsum quarry manager was introduced to carving around 20 years ago and has producer 5-600 pieces, many of which have been bought back by the company as corporate gifts.
After the final presentation there was a discussion session, which covered a number of topics, including the difficulty of recruitment into the moribund US wallboard industry; the possibility of a ‘hard landing’ in China and its effects on the rest of the world, the effects on large FGD-based wallboard plants of EPA regulation and energy inflation and likely trends for innovation in boards (including moves towards even lighter weights and the incorporation of novel properties such as increased thermal resistance). There was also some discussion about the possibility of setting up a Global Gypsum Association.
Farewell party and awards
The popular Farewell Party took the form of a casino evening, where the guests were issued with ‘Global Gypsum Dollars’ and were challenged to increase their stake money on the gaming tables. Most delegates quickly lost everything, but some amassed a fortune in (worthless) plastic casino chips.
 During the evening, the ‘best presentation’ awards were awarded, based on delegate voting and on the number of delegates in each session. Bob Bruce’s presentation was a popular fourth place finisher, while Dustin Neumann’s paper on dryer optimisation was third. Michael Gardner of the Gypsum Association was second for his paper on trends in coal combustion byproduct regulation. However, the award for the best presentation went to Dr Michael Schinabeck of BASF (pictured left) for his paper on the use of additives to modify wallboard core structure. Grenzebach was presented with the ‘best exhibition stand’ prize.
During the evening, the ‘best presentation’ awards were awarded, based on delegate voting and on the number of delegates in each session. Bob Bruce’s presentation was a popular fourth place finisher, while Dustin Neumann’s paper on dryer optimisation was third. Michael Gardner of the Gypsum Association was second for his paper on trends in coal combustion byproduct regulation. However, the award for the best presentation went to Dr Michael Schinabeck of BASF (pictured left) for his paper on the use of additives to modify wallboard core structure. Grenzebach was presented with the ‘best exhibition stand’ prize.
Despite the depressed status of the US and North American gypsum industry, many exhibitors expressed their surprise in the strength of visitor interest in doing business in the short to medium term. It seems that many gypsum companies expect demand to increase from its admittedly low base and are investing now. Following the ‘Chinese drywall’ problem, there is now bound to be an increased focus on quality control in the industry both from domestic producers and from importers. Through the conference it became clear that both equipment producers and gypsum and wallboard producers will need to look abroad for strong growth opportunities in the future.
With this in mind, the venue for the 12th Global Gypsum Conference and Exhibition was announced, for Istanbul in October 2012. Istanbul was a popular choice with delegates for a number of reasons: easy to get to from around the world; on the cross-roads of where ‘east meets west’ and likely to attract delegates from the Middle East, North Africa, Europe, Asia and from Russia; Turkey is home to a large and active gypsum industry of its own; Istanbul is an exotic but reasonably-priced city that is attractive to potential visitors.
Delegates from Erisim Makina, a Turkish equipment supllier, were delighted with the choice of venue for 2012, and are pictured right.
As delegates dispersed from the event to 30 countries around the world, we all agreed to meet again, in Istanbul!






12th Global Gypsum Conference, Exhibition and Awards 2012
16-17 October 2012, Istanbul, Turkey
Review by conference convenor Dr Robert McCaffrey
The 12th Global Gypsum Conference, sponsored by Erisim Makina, Gyptech, Grenzebach, Johns Manville, Sicit 2000 and Wacker, was one of the largest ever held and confirmed not only Istanbul’s position at the crossroads of the world, but also the powerful economic growth shown by Turkey over the last decade and more.
12th Global Gypsum Conference 2012 image gallery
Video of the 12th Global Gypsum Conference and Exhibition 2012
Delegates enjoyed a welcome party in the exhibition area prior to the first full day of the conference, as well as plentiful networking and business opportunities all the way through the rest of the event. The 12th Global Gypsum Conference, sponsored by Erisim Makina, Gyptech, Grenzebach, Johns Manville, Sicit 2000 and Wacker, was one of the largest ever held and confirmed not only Istanbul’s position at the crossroads of the world, but also the powerful economic growth shown by Turkey over the last decade and more. Delegates enjoyed a welcome party in the exhibition area prior to the first full day of the conference, as well as plentiful networking and business opportunities all the way through the rest of the event.
Bob Bruce (seen above) opened the conference by stating that growth is inevitable, but that there are many factors that must be fulfilled to ensure growth. A long-term consistent-quality supply of gypsum must be secured and Bob suggested that natural gypsum is like lake-front property in that it is limited in supply. Natural gypsum may come back into vogue, since gas is increasingly displacing coal in the US, meaning that less FGD may be made in the future: Bob forecast that synthetic gypsum will be ‘gone’ in 20 years. Recycling will become more important in the future. Secure supplies of quality, competitively-priced lining paper are also required and although it is possible to build your own mill, it is extremely capital intensive so that most companies buy in their paper - leading to some uncertainty over supply. Gypsum companies need to have the correct products and commodity board is now hardly enough to succeed in the markets: local needs must be pandered to. Board makers need to supply their products at a competitive price and of course it is preferable to be the lowest cost producer in any given market. Capital costs are reducing worldwide and so are the barriers to entry into the market. Bob reiterated his message that board makers ideally need to have some control over the channels to market: by providing unique products, a distribution advantage or through strong branding. This may be even more difficult in the future as consolidation continues in the home renovation store chain sector. Ideally the manufacturer will reach the customer directly, probably via the Internet. Economies of scale will increase in importance: the industry is currently serving only 1.5 billion people, leaving another 5.5 billion customers out there, as yet unserved: Bob said that the most important part of the ‘think global, act local’ slogan is ‘act.’ International alliances will allow producers to innovate and act more quickly in the future. Dr Bruce outlined an evolutionary pathway for new entrants into the market, which exhibited a variety of different problems and challenges at each stage of growth. He suggested that alliances, outside expertise and acquisitions, judiciously timed, can help companies at different points in their growth.
Rob Crangle of the USGS next spoke about trends in synthetic gypsum supply and demand in the US. Because synthetic gypsum is not ‘naturally occurring’ it does not meet the strict definition of a mineral. Synthetic gypsum is manufactured during phosphoric acid, titanium dioxide, HF and citric acid manufacture, as well as during the sulphur scrubbing process of power station anti-pollution measures. Appalachian coal tends to be high in sulphur and when used in a power station produces higher quantities of FGD. Powder River Basin coal is lower in sulphur but has a lower calorific content and costs more to transport. The US produced around 22.5Mt of FGD in 2010, of which 48% was subsequently used. Coal is plentiful in the US, but relatively polluting, whereas gas reserves are large and increasing and gas is relatively less polluting and becoming yet cheaper: Rob forecast that coal use as a proportion of overall energy production may decrease, such that FGD production may decrease in the long term. FGD is already low in cost, typically less than US$2/t, but Rob Crangle suggested that there may be a new developing equilibrium of natural and FGD use in the gypsum industry. The US EPA has made moves to reclassify FGD as a hazardous waste and this may have an impact on FGD use in the future.
Robert McCaffrey of Global Gypsum Magazine then gave a presentation on the seven mega-trends that will influence the global gypsum industry, the trends being demographics, urbanisation, the development of new global economic superpowers, the influence of climate change, technological paradigm shifts and continuing evolution of gypsum production technology and market requirements (including the trend towards lightweight board and boards with innovative properties), the increasing importance of energy costs and finally the likely impact of a variety of known unknowns such as the possible collapse of the Euro Zone, US federal bankruptcy, a Chinese hard landing and events like the Arab Spring. A forecast for 2050 will see humanity living in mega-cities, many in Africa and Asia, probably with much higher energy costs, using sophisticated building materials that incorporate gypsum and with many countries struggling with ageing populations. Flexibility will be the key to surviving future challenges, since we can expect the unexpected.
The first ever Global Gypsum Conference ‘speed dating’ session (seen above) then took place and was extremely popular with delegates.
Mark Flumiani of Innogyps Inc. then gave an overview of the manufacture of gypsum wallboard. He suggested that many processes could be optimised. He suggested that air content - and arrangement - is important for strength development. Mark mentioned Gypsource, an on-line collection of training documents, test methods and online calculators for use by the global gypsum industry.
Dilip Kumar Borah of the Gypsemna Company spoke about the challenges that are involved in setting up a new plasterboard plant, based on his experience in setting up a plant in the UAE. Gypsemna is an independent plasterboard plant with a capacity of 50mm2/year and a line speed of 90m/minute. The plant was built on a site that was originally just acres of sand and which is now a world-class plant, based on Grenzebach technology. The plant is located next to a seawater channel, facilitating easy receipt of gypsum rock on site. Radiant film insulation was used inside the roof of the plant to reduce peak summer temperatures by around ten degrees, to around 40°C. The plant has been designed for the future use of the gas turbine exhaust for the thermal load of the dryer and calciner. The plant was also built with expansion in mind and the possibility of increasing the line speed to 150m/minute. The project was a new entrant into the market and had a number of difficulties to overcome: a hot and dusty site, high ambient temperatures, non-availability of local gypsum, a tough project time schedule and the fact that the local market collapsed during the project build. Dilip underlined the fact that the consistency of the quality of the gypsum is of more importance than the overall level of gypsum quality. Competitively-priced and quality paper is crucial, as is the security and cost of the energy supply. Dilip suggested that one tonne of gypsum can be used to make around 100m2 of plasterboard. The cost of gypsum raw material can be a major factor in profitability, even if the cost of energy and other utilities is the highest single cost in manufacture. He also said that the human resources aspect of the project was crucial for the success of the project: technical expertise is required to make quality boards. High levels of automation and energy efficiency should be in-built from the start. The rationale for the setting up of a new line should be based on proper market studies and on any inherent advantages over the established competition. Proximity to potential markets is an advantage, but economies of scale can also be important. Margins are slim and costs must be kept under control. Standards and certifications must always be kept in mind if producing for different export markets. When asked what one thing he would change about the Gypsemna project, he replied, “the market.”
Mark Shafer of Whitney Bailey Cox & Magnani LLC next spoke about environmental best management practices in gypsum plant design and retrofits. Since environmental infringements usually have a real fiscal impact, either through a fine or through a closure of the plant or cleanup operation, not to mention adverse publicity and unwelcome regulatory scrutiny, it makes sense to run a ‘clean ship.’ For example, a new wallboard plant might create 10-15 acres of new impervious surfaces and will inevitably create large volumes of storm water. Detention ponds should be created to allow an initial settling of sediments and should also decrease release rates. Multiple detention ponds might be required for large sites. Rainwater harvesting can be used to supplement process water and for other uses, for example dust suppression. Typically the first inch of rain will pick up 90% of the total sediments and solids entrained in any storm water event. A grassed swale or ditch can be used alongside long buildings as a first treatment solution for storm water. Bio-filters can take the form of a mulch- and sand-media filled pond with vegetation that can retain pollution. When it comes to stockpiles, exposed piles can be susceptible to water and wind attrition as well as anaerobic decomposition. The most effective means of avoiding these environmental impacts is to cover the stockpiles and there are a number of means of achieving this, including concrete, metallic and even fabric-based buildings. If uncovered, a stockpile might need to have a ‘super silt’ fence, which is composed of a chain link fence with a fabric barrier covering the stockpile side, which will prevent the majority of sedimentation loss from a stockpile. Even a tarpaulin can be an effective means of reducing stockpile environmental impact. For the handling of waste or recycled gypsum, a covered and impervious area should be used if possible. Mark concluded that environmental regulations are only going to become more strict, but that the integration of environmental BMPs into the planning and design phases of new plants makes a lot of sense.
Volker Schmitz of pollution monitoring equipment company PCME Ltd finished the day by stating that his company has over 20,000 applications in industry worldwide, with around 18% in the gypsum industry. Starting in 2012, the European Industrial Emission Directive and the US MACT regulations will apply increasingly stringent environmental regulations to all industries, including the gypsum industry. In order to be able to control pollution, you must first be able to measure it. Gravimetric sampling has an accuracy of not better than +\- 20%, while light scattering methods tend towards inaccuracy if the gas stream is saturated, since the method measures water particles as well as polluting particles. However, the PCME electrodynamic system uses the fact that charge transfer onto the measuring probe is proportional to the amount of particulate pollution in the gas stream. Volker claimed that the measurement of pollution can be used to create process benefits, for example the diagnosis of filter problems such as broken bags.
Delegates boarded a fleet of buses to be transported to the Binbirdirek Cistern (seen above), a Byzantine-era columned reservoir, now dry, which provided a spectacular setting for the gala dinner and for the presentation of the Global Gypsum Awards 2012 (which had been decided after a six-month long, two stage open nominations and voting process). Knauf was awarded the Global Gypsum ‘company of the year’ title and WTW Americas the (equipment) ‘supplier of the year’ award. Gypsum consultant Jörg Bold won the Global Gypsum ‘personality of the year,’ while the Saint Gobain/Rigips Brieselang plant in Germany won the Global Gypsum ‘plant of the year’ award. Knauf won again, in the ‘product of the year’ category, for its barium sulphate-containing X-ray resistant Safeboard wallboard. Delegates that remained to the very end of the gala dinner were treated to a very ‘rock’n’roll’ show by the talented (and loud) Turko-Brazilian band.
Lars Roettger of Claudius Peters started off the second day by speaking about innovative gypsum processing at Gips AD at Koshava, Bulgaria. The old gypsum factory was rebuilt to improve energy efficiency and to comply with EU emissions regulations. Claudius Peters supplied the raw material handling, calcining equipment, homogeniser, cooling and silo system, packing system, low voltage switch gears and automation system and the plant has a plaster calcining system capable of producing 14t/hour. A double belt conveyor was used rather than a bucket elevator, due to the client’s wish to be able to use FGD in the future and due to the sticky nature of the material. The system uses hot air from the hot gas generators, which passes through a nozzle ring into the Claudius Peters vertical ball mill, which dries, grinds and calcines material in a single unit. The mill has no internal gears or lubrication points in the grinding area and is able to boast low specific energy for grinding, constant throughput and consistent calcination. After the mill, gypsum passes through the homogeniser, which gives the plaster a chance to cool and to anneal and which has the overall effect of decreasing the specific surface area, reducing the water/plaster ratio and increasing the compressive strength of the resultant plaster. The plant has the capability of loading into big bags, bags and into bulk trucks. From ground-breaking to plant performance acceptance took just over a year and the plant was officially inaugurated in October 2012, two weeks before the Global Gypsum Conference.
Neil Wooliscroft next spoke on behalf of Derco BV of the Netherlands on the subject of thermoplastic belting for wallboard forming. The company became involved in the gypsum industry after BPB approached the company a number of years ago and asked for a forming belt with a perfect finish and no joints. Neil pointed out a number of advantages of thermoplastic belts, including joints with a flatness tolerance of less than 0.1mm and 93% of the breaking strength of 95% of the belt itself. The company can produce single belts of 600m length by 3.2m width.
Christian Fliss of Jürgens Maschinenbau GmbH & Co. KG then spoke on methods for handling and packaging plaster boards at high speed. The company is capable of providing full turnkey automatic handling and packaging systems, consisting of transport conveyors, packaging machines and other equipment. Christian showed a video of an ingenious system that applies a stretch film to the bearers and boards at the same time, avoiding the requirement to use glue on the bearers (and the destruction of the overlying board), thereby avoiding complaints from customers. The company has increased the capacity of its equipment to match the productivity of high-speed board lines, so that it can now dispatch 50-60 wrapped pallets of wallboard per hour. Christian noted that there is a continuing trend towards the reduction of energy consumption, the reduction of consumption of plastic packaging materials, the requirement for all-in-one devices that can be used for a number of different purposes (including the use of timber bearers, gypsum dunnage and/or Sauerland bearers) and the modification of existing lines to incorporate more automation and to improve the final presentation of the plasterboard package.
Tor Gustavsen spoke next on behalf of Argos Solutions on on-line surface quality measurement. His company’s expertise is founded in image processing and Argos supplies an inspection system and an impressive automatic repair system for wood-based boards. Tor said that the key to a successful inspection station includes camera and light arrangements that show all relevant surface defects, image processing software that accurately identifies the defect and treats all defects separately (by size, geometrical shape and colour etc), a recipe-driven system that allows for customised grading of defects, a system that includes alarms, reports and statistics that can give feedback on production and also that board transportation and cleaning should be so arranged so that they do not cause false defect reports or alarms. The earlier in the process that the system is installed, the more timely will be feedback into the wet-end to allow wet-end production optimisation, although defects generated in the dryer cannot be detected with a system installed soon after the wet-end: another system should be installed after the dryer to detect other types of defects. Defects might include slime holes, damage due to build-up on the rollers, defects due to the board standing on the board forming line too long, finger cockling, indentation from a forming belt splice, a groove in the paper and other possible defects. Full statistical analysis of defects in continuing board production is also a bonus.
Daniel Schildbach of Wacker Chemie AG (seen above) then spoke about how to improve the water-resistance of gypsum dry mix applications. Water solubility of gypsum is really its largest drawback as a building material. Daniel spoke about materials that are supplied to construction sites as a dry product, including screeds, plasters, adhesives and other products. Many of these products have applications in wet or moist areas of use, where water-resistance is either required or useful. Current additives that aid in water resistance generally use a carrier-based or encapsulated delivery system, where only around 30% of the additive is the active substance and which often rely on volatile organic compounds and have other disadvantages. Wacker’s new Silres BS Powder S is composed of 100% active substance: the compound is water soluble, but then creates hydrophobicity in the drymix. The compound has been optimised for use on gypsum plasters and does not need alkalinity for additive activation.
Mauricio Bellotto of Giovanni Bozzetto S.p.A. then examined the interaction between admixtures in plasterboard production. Mauricio mentioned that a new Ca-NSF compound has been introduced that does not exhibit the disadvantages of older-generation additives. The flow properties of the foam must match those in the plaster slurry to obtain a homogeneous mix without separation and shear banding. Coarsening of bubbles is due to pressure differences in bubbles of different sizes: coalescence is inevitable. Stabilisation of the foam can be achieved with judicious selection of the right additive. Plasterboards are prone to creep - flow under constraint stress. Crystal growth inhibitors can be used to reduce creep, since it is due to the pressure-induced solubility of gypsum and with appropriate additives, transportation in the liquid phase is suppressed. Admixtures are used to reduce energy consumption and to improve the technological properties of the material. Mauricio concluded that all admixtures influence gypsum crystal shape and growth kinetics and that admixtures must be chosen in order not to have cross correlation in their behaviour and that secondary effects must be avoided.
Wolfgang Lindner of Troy Corporation, based in Thailand, started off by stating that ‘microbes are everywhere.’ Microbes colonise all organic matter and degrade them into their constituent parts: they are ‘nature’s cleanup mechanism.’ Aerobic and anaerobic bacteria, algae, fungi, lichens and mosses and insects are all agents of biodeterioration and they need merely food, warmth and moisture to thrive. Wolfgang suggested that the anti-biodegradation industry is largely driven by regulatory pressure but that fewer substances are now available for use due to the phasing out of older microbicides. Wallboards can incorporate fungicides, algicides and microbicides to combat multiple problems. Critically, new compounds that are used to target biodegradation are required not to emit formaldehyde or other toxic substances. The proportion of current US asthma cases attributable to dampness and mould exposure was around 21%, according to Wolfgang, due to the microbial volatile organic compounds and other mycotoxins that are generated by some fungi. Dr Lindner mentioned that a molecule called IPBC has high anti-fungal activity but low toxicity, has regulatory compliance and exhibits rapid degradation in the environmental and cost-effectiveness. Fungicides can be incorporated into the gypsum wallboard core or can be applied using spray-on technology.
Christian Pritzel of the University of Siegen, Germany, next spoke about the hydration process of hemihydrate. Christian was interested to pin down one of four different theories of hemihydrate crystal formation, using a variety of different techniques including optical microscopy, environmental SEM, differential colorimetric analysis, ion chromatography and others. Solubility of hemihydrate depends on crystal size and on the surface properties of the hemihydrate crystals. The solubility of hemihydrate is very much higher than the solubility of dihydrate and thus no dihydrate should be dissolved as long as hemihydrate is left. During evaporation of water from a saturated solution, any solved ions will create dihydrate first and will create nucleation sites. Christian concluded that the hydration of hemihydrate to dihydrate is a process of the dissolution of hemihydrate and the growth of dihydrate out of a supersaturated solution, in agreement with the theories of Le Chatelier and Lavoisier: no gel-like interfaces were detected, contrary to other theories.
Ebrahim Najafi Kani of the University of Semnan, Iran, next spoke on the relationship between particle size distribution, setting times, water demand and compressive strength of gypsum plaster.
Engelbert Koess of Haver and Boecker expounded upon the subject of modern bagging technology for gypsum powders. In most gypsum applications, an impeller is used for bag filling, although the behaviour of each gypsum sample must be tested thoroughly to determine its characteristics. The bag filling characteristics must also be determined, not only ‘on the laboratory bench’ but also in practice, since the act of filling the bag can change its filling properties, for example through pore blinding. The bagging machine must also be well-matched to the gypsum and to the bag as well. Engelbert mentioned the Haver and Boecker ‘Plug and pack’ concept, which can be transported to the work site and set to work immediately.
Sebahattin Akbas of Möllers gave the penultimate presentation at the conference, on palletless packing solutions for gypsum, in order to reduce the packing cost. Specialised stretch film is used that does not require the use of heat for contraction and fitting, so that energy costs of packaging are also minimised. The resultant package is protected against the weather and dirt. It is now possible to package with only one stretch hood, further reducing the cost. Loads can be stored outside, two or more high.
In the last presentation of the conference, Colin Hanson of Sensortech gave a panoptic overview of the history of moisture measurement. Moisture measurement has been used since the early days of the industry, since it gives a quick quality indication. Moisture measurement and control improves product consistency, reduces reject product, increases productivity and improves drying efficiency. The rock-like properties of gypsum are due to the crystalline structure maintained by its bound water of crystallisation. The crystal structure breaks down at temperatures in excess of 100°C. The application of heat to the surface of the board must not exceed the effect of evaporative cooling at the boards surface, or calcination will result. The key to preventing calcination is to maintain board temperatures below 100°C. This is achieved by retaining a sufficient level of moisture in the board, of up to perhaps 1%. All electric moisture meters measure free water only, not chemically bound water. The first moisture meters were based on vacuum tube technology and were used in the lumber industry and were first applied in the gypsum industry in the 1950s, based on the dialectric loss principle.
Colin suggested that the absolute value of the moisture content is not what is required, but it is rather the trend in moisture content and the effects of moisture levels of the physical properties of the board that is more important. However the dielectric loss principle is limited to measuring moisture contents of less than around 5%. In 1983, Sensortech patented a resonant frequency technique, enabling independent measurement of dielectric and dielectric loss, providing superior stability and resolution: some of these early sensors are still working in the industry, even after thirty years. A next generation instrument was launched in 1992, providing online analyses of dielectric loss, with no maximum moisture limit and an upper temperature limit of 750°C. A big transition occurred around 2000 when Raytek introduced a thermal imaging system, along with a profile measure that can indicate sub-surface calcination and which could be used in kiln balancing. In 2002, Sensortech introduced the Instant Moisture Profiling System, which provides a detailed moisture distribution image of the whole board, by segmenting the board into 50mm wide zones and producing a moisture measurement for each segment. The radio frequency system penetrates all the way through the board, so that the moisture value is not just from the surface. Moisture Register Products has since launched a touch screen moisture sensor. Sensortech’s new ST-3300 has eliminated the requirement for separate computer processing power, since the sensor incorporates processing capabilities into the instruments, while being able to operate up to 750°C, allowing the instrument to operate inside the dryer.
Colin suggested that development is driven by technological advances, customer demands, parts obsolescence and of course, by competition. Portable and on-line sensors typically deliver different numbers, largely due to the fact that they have different depths of penetration, with portable sensors only measuring down to around 30mm. Colin pointed out that the field depth must fully penetrate the peak moisture area in the board (the core) in order to adequately determine the total board moisture content.
Delegates braved the chaotic traffic in Istanbul to enjoy a farewell cruise along the Bosphorus, during which the awards for the best presentations were presented. In third place was Engelbert Koess of Haver & Boecker, for his paper on modern bagging technology: in second place was Colin Hanson of Sensortech, proving that going in last place in the programme is not necessarily a disadvantage. However, the winner of the best presentation award at the Global Gypsum Conference 2012 was Daniel Schildbach of Wacker Chemie, for his interesting paper on improving the water resistance of gypsum and drymix products. Erisim Makina - the well-known equipment company from Turkey - won the award for best exhibition stand.
Delegates praised the event for its useful technical content as well as for its fantastic networking opportunities, and rated it the best Global Gypsum Conference ever, according to an analysis of delegate questionnaires.
Despite this - or perhaps because of it - the organisers are already working hard to make sure that the Global Gypsum Conference in 2013 - in Toronto - is even better. We look forward to seeing you there!
Image gallery for the 7th Global Gypsum Conference which took place in Shanghai, China on 15-16 May 2007.